Languages
Languages
Languages
Languages
Sección 2: Inspección durante el proceso: el salvavidas durante toda la fabricación
Si la planificación de la producción es el "centro neuronal", entonces la inspección durante el proceso sirve como el "sistema inmunológico" del sistema de fabricación. No espera el "veredicto" sobre el producto final, sino que identifica y aísla proactivamente las variaciones en cada etapa y operación, salvaguardando la confiabilidad del producto desde la fuente. Para equipos críticos como elBomba de drenaje sumergible tipo KBZ, que opera en entornos hostiles, su rendimiento superior y su larga vida útil comienzan con la confiabilidad absoluta de cada componente.
Nuestro sistema de inspección durante el proceso se basa en tres pilares fundamentales:"Inspección del primer artículo, inspección en proceso e inspección final".Juntos, construyen una sólida defensa de calidad para cada componente de KBZ, desde el motor central y el impulsor hasta los sellos mecánicos de precisión.
I. Implementación de los tres pilares de inspección
1. Inspección del primer artículo: establecimiento del "punto de referencia de calificación" para la producción por lotes
La verificación de la primera pieza producida es un punto de partida obligatorio después de iniciar cualquier lote de componentes o tras un cambio de proceso.
· Momento: Antes de mecanizar un nuevo lote de piezas fundidas, para la primera pieza moldeada por inyección (p. ej., cubierta de la caja de terminales) de un molde nuevo, o para la primera cubierta del extremo de la carcasa de la bomba producida después de un cambio de línea de producción.
· Contenido: Se realizan una verificación dimensional completa, una verificación del material (prueba inicial con espectrómetro) y una inspección visual integral según los dibujos y las especificaciones técnicas. Por ejemplo, por primeraImpulsor de bomba KBZ, las dimensiones clave, la suavidad del canal de flujo y los datos de prueba de equilibrio estático se inspeccionan estrictamente.
· Registro del sistema: Los resultados (datos, fotografías) se registran en tiempo real a través de unformulario de inspección electrónica en el MES. El sistema solo permite la producción por lotes para esa operación después de la aprobación del primer artículo, lo que fija el estándar desde el principio.
2. Inspección en proceso: el "radar de calidad" para el monitoreo dinámico de procesos
Durante la producción por lotes, los inspectores realizan controles de muestreo a intervalos fijos o al azar para monitorear la estabilidad del proceso.
· Método: Muestreo programado o basado en cantidad de componentes en la línea de producción. Por ejemplo, comprobar la uniformidad y el espesor del barniz aislante después de laProceso de impregnación y curado del devanado del motor., o tomar muestras de las carcasas de bomba número 50 y 100 para determinar las dimensiones de ajuste críticas en la línea de mecanizado.
· Enfoque central: Monitoreo de características propensas a variar debido al desgaste de la herramienta o factores ambientales. La inspección durante el proceso evalúa no solo los resultados sino también la capacidad del proceso en tiempo real (CPK), con el objetivo de detectardesviaciones de tendencia, proporcionar alertas tempranas y prevenir defectos en los lotes.
· Integración del sistema: Los datos de inspección (mediciones, tiempo, ID del equipo) se ingresan a través de terminales móviles MES. El sistema genera automáticamente gráficos de control. Si los datos alcanzan un límite de advertencia, el MES puede alertar instantáneamente al líder del equipo.
3. Inspección final: la "revisión final integral" antes de la liberación
Se realiza una verificación final completa y sistemática de los componentes después de que se hayan completado todos los pasos de procesamiento, antes de pasar al ensamblaje o al almacenamiento.
· Estándar: Se aplican estándares de muestreo AQL o se realiza una inspección del 100% para piezas críticas (p. ej.,sellos mecánicos). La inspección cubre dimensiones, rendimiento, apariencia y limpieza.
· Verificación de desempeño: Para las piezas funcionales principales, la inspección final incluye pruebas funcionales. Por ejemplo, la inspección final de unmotor sumergible KBZincluye: prueba de tensión soportada (resistencia de aislamiento), prueba de rendimiento sin carga (corriente, velocidad) e incluso una breve prueba de sellado sumergible.
· Bloqueo de estado y trazabilidad: Tras la aprobación de la inspección final, el inspector confirma en el MES. El estado del lote se actualiza oficialmente a"Calificado, Aceptado"y se genera un número de lote de inspección único. Este número se convierte en la "identificación" rastreable de por vida de la pieza, vinculando todos los datos de producción e inspección.
II. Habilitación del sistema: el circuito cerrado de inspección digital
Nuestras actividades de inspección no son tareas manuales aisladas sino procesos inteligentes profundamente integrados en la plataforma digital:
1. Activación de tareas: Las órdenes de trabajo de producción en ERP/MES activan automáticamente las tareas de inspección correspondientes y las envían a la terminal del inspector correspondiente.
2. Estándares sin papel: Los inspectores levantan elhoja de instrucciones de inspección electrónicapara el componente en una tableta, que incluye dibujos, criterios de aceptación y videos instructivos, lo que garantiza estándares consistentes.
3. Captura de datos automatizada: Siempre que sea posible, se utilizan medidores digitales (calibradores digitales, micrómetros), y los datos se transmiten a través de Bluetooth directamente al sistema, lo que elimina los errores de entrada manual.
4. Sentencia y liberación: El sistema juzga automáticamente los datos según los límites. Después de la confirmación del inspector, los resultados se sincronizan en tiempo real con el estado del inventario del ERP.El sistema ERP solo libera los componentes con aprobación de inspección final para su uso en órdenes de trabajo de ensamblaje posteriores., haciendo cumplir un control de calidad sistemático.
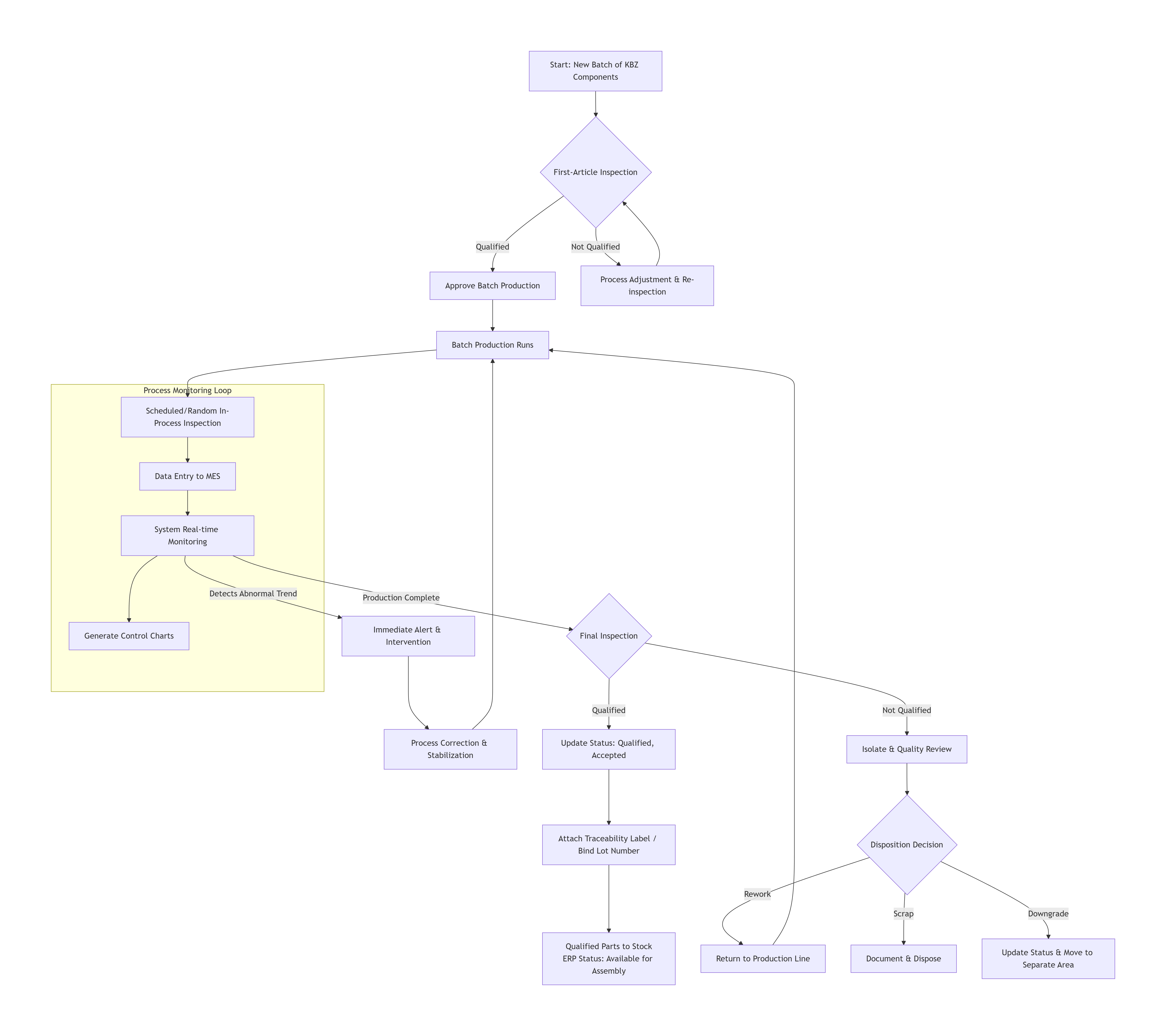
Visualización del proceso: vista panorámica de la inspección en proceso de componentes KBZ
El siguiente diagrama ilustra claramente el flujo completo de inspección de circuito cerrado desde la materia prima hasta el componente calificado:
Proceso de inspección
Valor fundamental: más allá de la "detección", centrándose en la "prevención"
Mediante el estricto cumplimiento del "Tres Sistemas de Inspección" y el aprovechamiento de los procesos aplicados por el sistema, logramos lo siguiente para los productos KBZ:
· Un cortafuegos de calidad: Los defectos se interceptan dentro del proceso, evitando que fluyan hacia costosas etapas de ensamblaje, lo que reduce significativamente los costos de calidad.
· Transparencia del proceso: Los datos de calidad de todo el proceso son visibles y rastreables, lo que proporciona una base de datos para la optimización de procesos y la evaluación de la calidad de los proveedores.
· Mejora Continua: El análisis estadístico basado en datos de inspección finales y durante el proceso permite la identificación precisa de problemas recurrentes, lo que impulsa mejoras fundamentales en los procesos, los equipos o el diseño.
La inspección en proceso es nuestro compromiso práctico con la"Confiabilidad en cada unidad"promesa para las bombas sumergibles KBZ. Garantiza que cada componente que ingresa al ensamblaje final sea confiable, construyendo colectivamente una base sólida para el funcionamiento estable del producto en entornos de aguas profundas.
Registros de inspección dentro del MES
Registro de inspección MES
 Vincent@kraup.com
Vincent@kraup.com
 0086-13758673005
0086-13758673005 0086-576-86312805
0086-576-86312805 The industry of Plastic Zone,Daxi Town,Wenling City,Zhejiang Province, China
The industry of Plastic Zone,Daxi Town,Wenling City,Zhejiang Province, ChinaCopyright © 2025 Kraup® Todos los derechos reservados. Designed & SEO by followala.cn Sitemap | XML
 Home
Home Products
Products Company
Company Contact Us
Contact Us