Languages
Languages
Languages
Languages
Section 2 : Inspection en cours de processus – La bouée de sauvetage tout au long de la fabrication
Si la planification de la production est le « centre neuronal », alors l’inspection en cours de processus sert de « système immunitaire » du système de fabrication. Il n'attend pas le « verdict » sur le produit final, mais identifie et isole de manière proactive les variations à chaque étape et opération, garantissant ainsi la fiabilité du produit depuis la source. Pour les équipements critiques comme lePompe de drainage submersible de type KBZ, qui fonctionne dans des environnements difficiles, ses performances supérieures et sa longue durée de vie commencent par la fiabilité absolue de chaque composant.
Notre système d’inspection en cours de processus s’articule autour de trois piliers fondamentaux :«Inspection du premier article, inspection en cours de processus et inspection finale».Ensemble, ils construisent une défense de qualité robuste pour chaque composant KBZ, du moteur principal et de la roue aux garnitures mécaniques de précision.
I. Mise en œuvre des trois piliers de l'inspection
1. Inspection du premier article : établir la « référence de qualification » pour la production par lots
La vérification de la première pièce produite est un point de départ obligatoire après le lancement de tout lot de composants ou suite à un changement de processus.
· Timing: Avant l'usinage d'un nouveau lot d'ébauches coulées, pour la première pièce injectée (ex : couvercle de boîte à bornes) issue d'un nouveau moule, ou pour le premier couvercle d'extrémité de corps de pompe produit après un changement de ligne de production.
· Contenu: Un contrôle dimensionnel complet, une vérification des matériaux (test initial au spectromètre) et une inspection visuelle complète sont effectués par rapport aux dessins et aux spécifications techniques. Par exemple, pour le premierRoue de pompe KBZ, les dimensions clés, la douceur du canal d'écoulement et les données de test d'équilibre statique sont strictement inspectées.
· Enregistrement système: Les résultats (données, photos) sont enregistrés en temps réel via unformulaire de contrôle électronique dans le MES. La production par lots pour cette opération n'est autorisée par le système qu'après l'approbation du premier article, verrouillant ainsi la norme dès le départ.
2. Inspection en cours de processus : le « radar qualité » pour la surveillance dynamique des processus
Pendant la production par lots, les inspecteurs effectuent des contrôles d'échantillonnage à intervalles fixes ou de manière aléatoire pour surveiller la stabilité du processus.
· Méthode: Échantillonnage programmé ou quantitatif des composants sur la ligne de production. Par exemple, vérifier l'uniformité et l'épaisseur du vernis isolant après leprocessus d'imprégnation et de durcissement des enroulements de moteur, ou échantillonner les 50e et 100e corps de pompe pour connaître les dimensions d'ajustement critiques sur la ligne d'usinage.
· Objectif principal: Surveillance des caractéristiques sujettes aux variations dues à l'usure des outils ou à des facteurs environnementaux. L'inspection en cours de processus évalue non seulement les résultats mais aussi la capacité du processus en temps réel (CPK), dans le but de détecterécarts de tendance, fournissent des alertes précoces et préviennent les défauts de lots.
· Intégration du système: Les données de contrôle (mesures, temps, identifiant de l'équipement) sont saisies via les terminaux mobiles MES. Le système génère automatiquement des cartes de contrôle. Si les données atteignent une limite d'avertissement, le MES peut alerter instantanément le chef d'équipe.
3. Inspection finale : l'« examen final complet » avant la publication
Une vérification finale complète et systématique est effectuée sur les composants une fois toutes les étapes de traitement terminées, avant leur passage à l'assemblage ou au stockage en entrepôt.
· Standard: Les normes d'échantillonnage AQL sont appliquées, ou une inspection à 100 % est effectuée pour les pièces critiques (par exemple,garnitures mécaniques). L’inspection couvre les dimensions, les performances, l’apparence et la propreté.
· Vérification des performances: Pour les pièces fonctionnelles essentielles, l’inspection finale comprend des tests fonctionnels. Par exemple, l'inspection finale d'unMoteur submersible KBZcomprend : un test de tension de tenue (résistance d’isolement), un test de performance à vide (courant, vitesse) et même un bref test d’étanchéité submersible.
· Verrouillage du statut et traçabilité: Après approbation de l'inspection finale, l'inspecteur confirme dans le MES. Le statut du lot est officiellement mis à jour à"Qualifié, Accepté"et un numéro de lot d'inspection unique est généré. Ce numéro devient l'« ID » traçable à vie de la pièce, reliant toutes les données de production et d'inspection.
II. Activation du système : la boucle fermée numérique de l'inspection
Nos activités d’inspection ne sont pas des tâches manuelles isolées mais des processus intelligents profondément ancrés dans la plateforme numérique :
1. Déclenchement de tâches: Les ordres de travail de production dans l'ERP/MES déclenchent automatiquement les tâches d'inspection correspondantes, en les poussant vers le terminal de l'inspecteur concerné.
2. Normes sans papier: Les inspecteurs arrachent lefeuille d'instructions d'inspection électroniquepour le composant sur tablette, qui comprend des dessins, des critères d'acceptation et des vidéos pédagogiques, garantissant des normes cohérentes.
3. Capture de données automatisée: Des jauges numériques (pieds à coulisse numériques, micromètres) sont utilisées dans la mesure du possible, avec des données transmises via Bluetooth directement dans le système, éliminant ainsi les erreurs de saisie manuelle.
4. Jugement et libération: Le système évalue automatiquement les données par rapport aux limites. Après confirmation de l'inspecteur, les résultats se synchronisent en temps réel avec l'état de l'inventaire ERP.Seuls les composants bénéficiant de l'approbation de l'inspection finale sont libérés par le système ERP pour être utilisés dans les ordres de travail d'assemblage ultérieurs., appliquant un contrôle de qualité systématique.
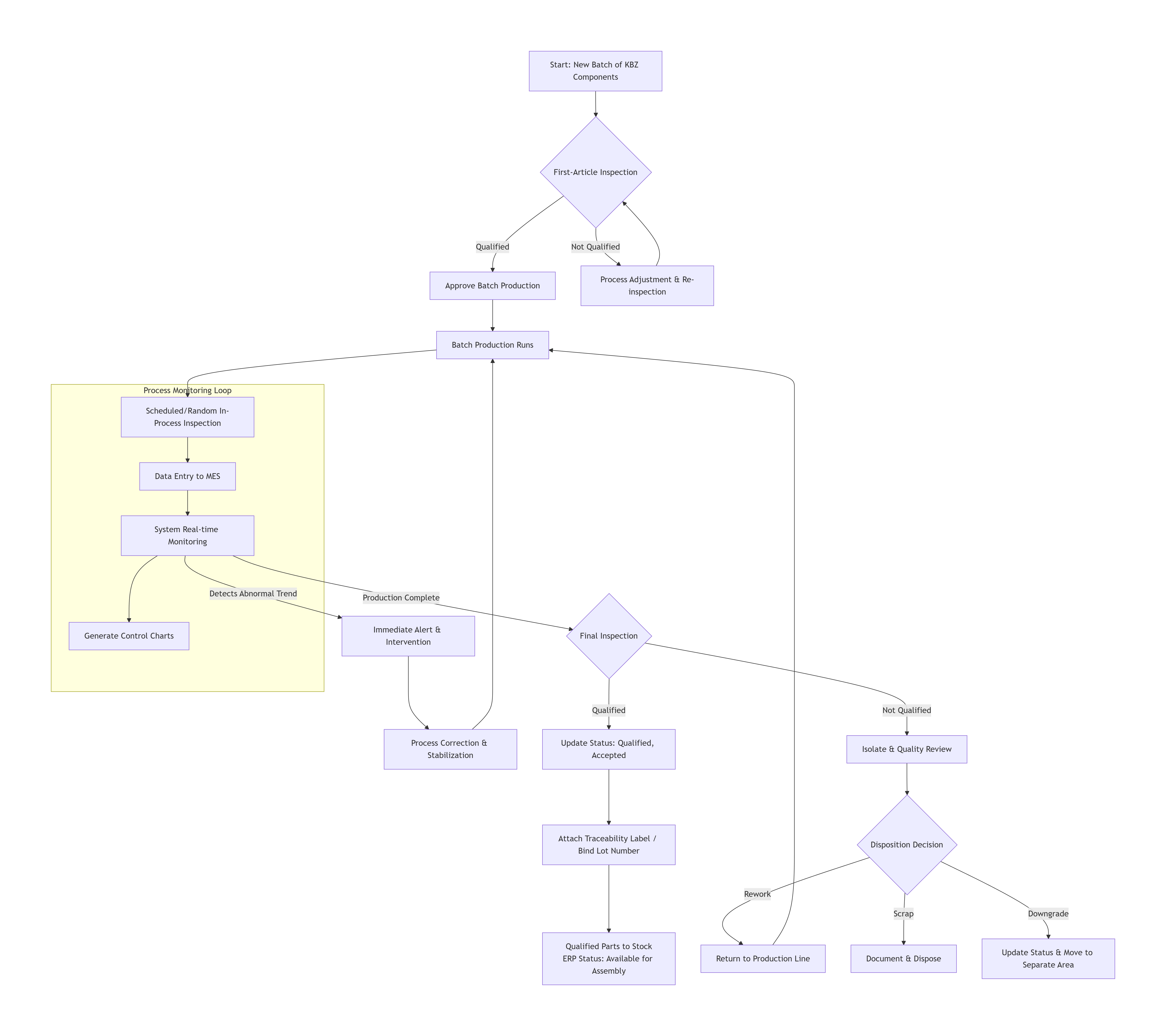
Visualisation du processus : vue panoramique de l'inspection en cours du processus des composants KBZ
Le diagramme ci-dessous illustre clairement le flux complet d’inspection en boucle fermée, de la matière première au composant qualifié :
Processus d'inspection
Valeur fondamentale : au-delà de la « détection », se concentrer sur la « prévention »
Grâce au strict respect du « système des trois inspections » et à l'exploitation des processus appliqués par le système, nous obtenons les résultats suivants pour les produits KBZ :
· Un pare-feu de qualité: Les défauts sont interceptés au cours du processus, ce qui les empêche d'aboutir à des étapes d'assemblage coûteuses, réduisant ainsi considérablement les coûts de qualité.
· Transparence des processus: Les données qualité de l'ensemble du processus sont visibles et traçables, fournissant une base de données pour l'optimisation des processus et l'évaluation de la qualité des fournisseurs.
· Amélioration continue: L'analyse statistique basée sur les données d'inspection en cours de processus et finale permet une identification précise des problèmes récurrents, conduisant à des améliorations fondamentales des processus, des équipements ou de la conception.
L'inspection en cours de processus est notre engagement pratique envers le"La fiabilité dans chaque unité"promesse pour les pompes submersibles KBZ. Il garantit que chaque composant entrant dans l'assemblage final est digne de confiance, établissant ainsi collectivement une base solide pour le fonctionnement stable du produit dans les environnements en eaux profondes.
Dossiers d’inspection au sein du MES
Dossier d'inspection MES
 Vincent@kraup.com
Vincent@kraup.com
 0086-13758673005
0086-13758673005 0086-576-86312805
0086-576-86312805 The industry of Plastic Zone,Daxi Town,Wenling City,Zhejiang Province, China
The industry of Plastic Zone,Daxi Town,Wenling City,Zhejiang Province, ChinaCopyright © 2025 Kraup® Tous droits réservés. Designed & SEO by followala.cn Sitemap | XML
 Home
Home Products
Products Company
Company Contact Us
Contact Us